
Линија за истиснување на брановидни плочки од ПВЦ

Воведување на производот
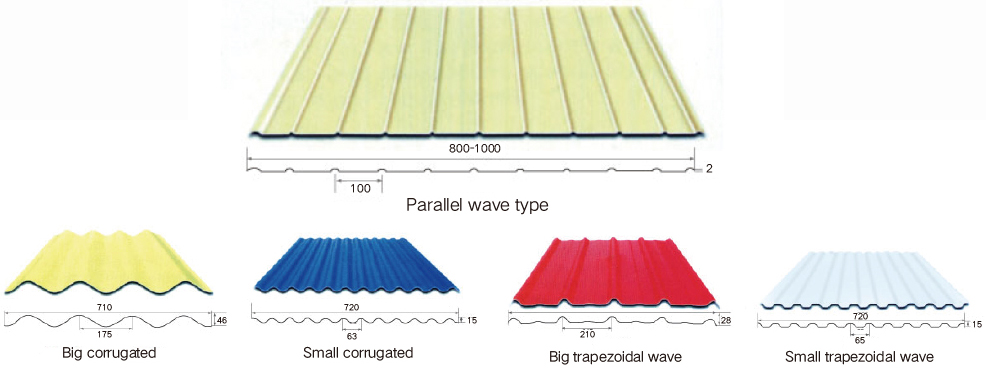
Како замена за галванизирана челична плочка, брановидната плочка добива сè пообемна примена во градежништвото, Грејс приспособува различни решенија според барањата на клиентите за структурата на производот, форма која има ширина од 720 mm до 1130 mm и дебелина од 0 8 mm до 3 0 mm Според ексклузивните преференци на различни региони, Грејс дизајнира класичен тип на тркалезен бран и трапезоидна форма Специјалната легура обработена завртка и буре може да ги задоволат барањата за производство на формула со висока полнење од 80-100 phr. финален производ, кој силно го подобрува ефектот на ладење и брзината на формирање. Во меѓувреме, секачот без прашина е совршено решение за сечење ќерамиди.
Вредност предност
1. Специјален дизајн на завртката, кој може да обезбеди совршено пластифицирање на материјалот и помала цена на формулацијата; Во зависност од барањето на формулата за високо полнење, увезениот материјал SKD61 (Јапонија или Германија) со буре за третман на легура може да обезбеди префектно решение.
2. Ко-екструдер опремен со систем за одвлажнување и сушење може да се примени за производство на композитен материјал PMMA/ASA, кој обезбедува високи перформанси и квалитет на финалниот производ.
3. Т-умре усвои стил закачалка може да се примени за да се произведе еден ПВЦ се топи повеќеслоен материјал или повеќеслоен составен материјал.
Површината за проток на мувла прифаќа третман со полирање и електрохромизам, кои обезбедуваат одлична ликвидност и добра антикорозивна, отпорна на топлина и отпорна на абење перформанси.
4. Дистрибутер најчесто се применува во повеќеслојна сложена процес. Има неколку структури како што се A/B, A/B/A, A/B/C и др. Главната цел е правење совршен состав на различни материјали за топење.
5. Табелата за формирање на калибрација вклучува три дела: калап за калибрација, влечење и секач, калапот за формирање е направен од калапи нагоре и надолу, површината на протокот усвојува третман со полирање и електрохромизам, што може да обезбеди одлична ликвидност и добра антикорозија,перформанси отпорни на топлина, отпорни на абење.
6. Дизајнот на каналот е во форма на S за да се зголеми контактната површина на мувлата, што обезбедува побрз пренос на загревање и брзо ладење калибрација. За да се постигне постабилно влечење, обликот на гумениот валјак (извлечен) се дизајнира според финалниот производ, секачот го прифаќа типот на пила и обликот на дизајните на сечилото според финалниот производ, што резултира со рамно и без чипс сечење.
Технички параметар
| Структура | Материјал | Ширина | Дебелина | Модел на екструдер | Дизајниран излез |
| Еднослоен | ПВЦ | 720/920/1100/1130mm | 1,0-3,0мм | SJZ80/156 | 350-400 кг/ч |
| Двојни слоеви | ASA/PMMA+PVC | 720/920/1100/1130mm | 1,0-3,0мм | SJ50/30+SJZ80/156 | 350-400 кг/ч |
| Тројни слоеви | ASA/PMMA+PVC+PVC | 720/920/1100/1130mm | 2,0-3,0мм | SJ50/30+SJZ65/132+SJ51/105 | 350-400 кг/ч |
| Тројни слоеви | ПВЦ+ПВЦ пенење+ПВЦ | 720/920/1100/1130mm | 2,0-3,0мм | SJ51/105+SJZ65/132+SJ51/105 | 350-400 кг/ч |





